STEEL TUBE PRODUCTION LINE - ZTRFM
Zhongtuo tube mill rolling machine
Tube mill rolling machine
Steel tube production line
How the roll forming process is used for steel tube production line?
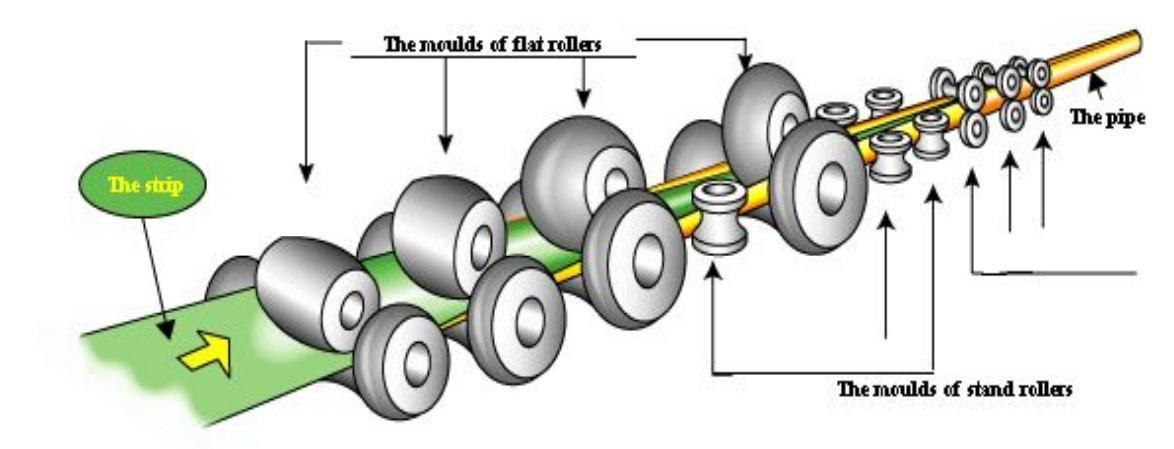
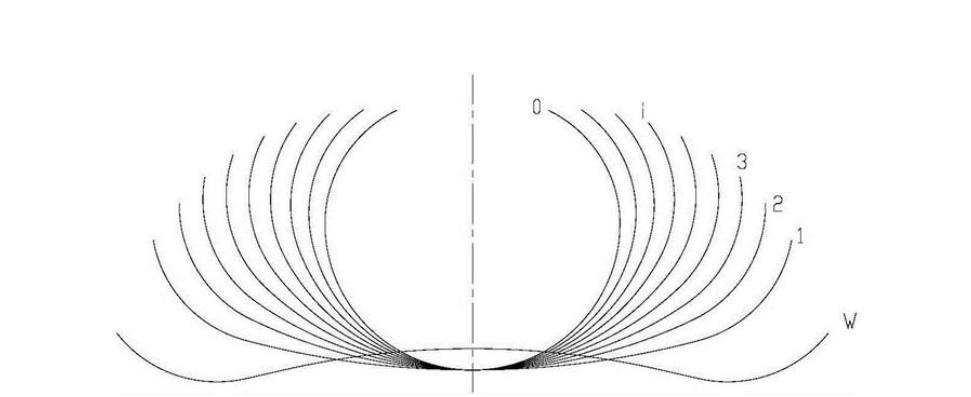
Roll forming is a process to shape metal coils or sheets into parts as the material moves through the machine by continuous rolling of rollers. The rollers of the steel pipe production like are vertical type and horizontal type located from top and bottom of the machine. When the machine moving which is driven by the power of electricity and the rollers will change the material shape little by little till to the round pipe shape.
The reason why we call it as cold roll forming is that all the roll formed parts are created at room temperature, making this a cold forming process. Roll forming is able to accommodate a wide selection of metals, including bronze, brass, zinc, titanium, copper, aluminum and steel. Of these metals, however, aluminum and steel remain the most commonly used. By here for our machine, we only can process carbon steel, steel, and stainless steel.
What the Steel tube production line can benefit you?
Why the Steel tube production line was developed and how it can help you.
- High working production.As the roll forming Steel tube production line could be used to make steel pipe in a fast speed. Normally speaking, the working process can help you make steel pipe at 90m/min. Roll forming services can quickly and efficiently accommodate high-volume orders. Meanwhile it is able to maintain production speeds ranging from 100 to 180 feet per minute.
- Take full of use the material. For the steel tune production line, it uses metal stripe in specified width as raw material, during the forming operation, resulting in fewer leftover scraps than other processes.There is just some crape from the edge of the material removed for perfect welding part.
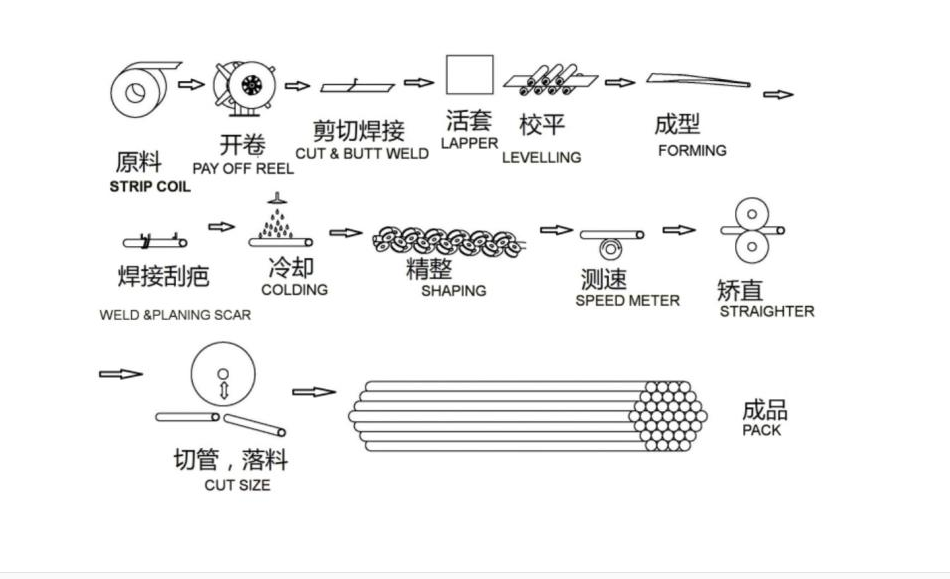
Steel tube production line working process:
High frequency welded pipe equipment is mainly composed of decoiler, straight end machine, active leveler, shear butt welding machine, storage looper, forming and sizing machine, computer flying saw, milling machine, hydraulic testing machine, blanking roller It is composed of road, flaw detection equipment, packing machine, high-frequency DC drive, and full-line electrical appliances.
The high-frequency welding pipe equipment is to feed a certain specification of steel strip into the machine. The steel strip is crimped into a tube blank through the forming roller, and then the tube edge is quickly heated to the welding temperature by the high-frequency proximity effect and skin effect. The welding is completed under the squeeze force of the squeeze roller, and then cooled, sizing and rough straightened to become the steel pipe of the required specification.
Zhongtuo Steel tube production line mode:
HG25 Steel tube production line
Thickness range: (0.25 to 1.4mm)
Diameter: (8 to38mm)
HG32 Steel tube production line
Thickness range: (0.8-2.0mm)
HG50 Steel tube production line
Thickness range: (1.5-3.0mm)
Diameter: (Φ21-Φ48mm)
HG76 Steel tube production line
Thickness range: (2.0-3.75mm)
Diameter: (Φ42-Φ76mm)
Diameter: (Φ21-Φ32mm)
HG114 Steel tube production line
Thickness range: (1.0-4.5mm)
Diameter: (Φ60-Φ114mm)
HG120 Steel tube production line
Thickness range: (2.0—5.0mm)
Diameter: (Φ38mm-Φ127mm)
Where the Steel tube production line finished product pipe used in our daily life?
Some of the pipes are used in appliance industry, like handles, drawer slides, refrigerator shelves, ladder supports and control panels. Fence posts and lawn and garden equipment for agriculture are other examples of the many diverse products created from the roll forming process.
In the construction area, some of the pipes are used to make the wire pipe line. And some for vending machines, conveyor systems, gas station pumps, ramps, rail cars, craneways, racks and shelving, guardrails and door frames and others.
For the common sample in our daily life, the chair leg, the bed leg and others are made by stainless pipes.
HOW TO CHOOSE PIPE LINE SIZE ACCORDING PIPE SIZES?
One Example Sharing:
Customer requirements
Thickness (mm) : 0.4 – 1.4
Hollow Section( mm ) :12 x 12,16 x 16, 19 x 19, 25 x 25, 30 x 30, 40 x 40,10 x 25, 10 x 40, 15 x 30, 20 x 30, 20 x 40, 60 x 30, 80 x 40
Pipe (mm) : 20, 25, 42.2, 32.2, 48.2, 60.2, 76.2
Question: how to recommend to clients?
Option A: if customer likes to remove the biggest size of 80 x 40& 76.2, then we can recommend HG32 enlarge version as the material thickness is quite thin.
Option B: If the customer feels that the big sizes are quite important and then we can keep them but we should suggest clients to remove 12×12, the smallest one and then we use the HG50 enlarge version.
Question: how much cost will be different from those two options?
As the machine mold different and then the machine design shaft and motor and others will be different, so the cost will be 20000 USD different.
Question: The reason why the all sizes can not be made by one machine, we need to choose?
Answer: as the size big, we need to design the shaft strong enough to hold the bigger rollers and the power needs to big enough to support rolling forming. But it has some kind of limit of smallest sizes, as the space of roller has some kind limit, it can not make so small size by so big space.